
PLASMA SPRAY PROCESS

Schematic Diagram of the Plasma Spray Process
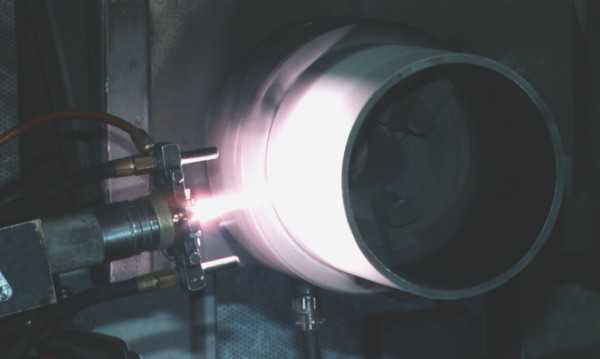
The Plasma Spray Process is basically the spraying of molten or heat softened material onto a surface to provide a coating. Material in the form of powder is injected into a very high temperature plasma flame, where it is rapidly heated and accelerated to a high velocity. The hot material impacts on the substrate surface and rapidly cools forming a coating. This plasma spray process carried out correctly is called a "cold process" (relative to the substrate material being coated) as the substrate temperature can be kept low during processing avoiding damage, metallurgical changes and distortion to the substrate material.
The plasma spray gun comprises a copper anode and tungsten cathode, both of which are water cooled. Plasma gas (argon, nitrogen, hydrogen, helium) flows around the cathode and through the anode which is shaped as a constricting nozzle. The plasma is initiated by a high voltage discharge which causes localised ionisation and a conductive path for a DC arc to form between cathode and anode. The resistance heating from the arc causes the gas to reach extreme temperatures, dissociate and ionise to form a plasma. The plasma exits the anode nozzle as a free or neutral plasma flame (plasma which does not carry electric current) which is quite different to the Plasma Transferred Arc coating process where the arc extends to the surface to be coated. When the plasma is stabilised ready for spraying the electric arc extends down the nozzle, instead of shorting out to the nearest edge of the anode nozzle. This stretching of the arc is due to a thermal pinch effect. Cold gas around the surface of the water cooled anode nozzle being electrically non-conductive constricts the plasma arc, raising its temperature and velocity. Powder is fed into the plasma flame most commonly via an external powder port mounted near the anode nozzle exit. The powder is so rapidly heated and accelerated that spray distances can be in the order of 25 to 150 mm.

Plasma Spray Process
The plasma spray process is most commonly used in normal atmospheric conditions and referred as APS. Some plasma spraying is conducted in protective environments using vacuum chambers normally back filled with a protective gas at low pressure, this is referred as VPS or LPPS.
Plasma spraying has the advantage that it can spray very high melting point materials such as refractory metals like tungsten and ceramics like zirconia unlike combustion processes. Plasma sprayed coatings are generally much denser, stronger and cleaner than the other thermal spray processes with the exception of HVOF and detonation processes. Plasma spray coatings probably account for the widest range of thermal spray coatings and applications and makes this process the most versatile.
Plasma Flame Theory
Some argue that this page should be titled "Plasma Jet Theory" and not "Plasma Flame Theory". A plasma does not necessarily involve the process of combustion, burning or oxidation of material. The argument that the term "flame" can only be applied to a process of combustion, burning or oxidation is dependent on the definition of "flame". The title "Plasma Flame Theory" used here assumes this particular definition of "flame" to be "a stream of vapour or gas made luminous by heat" or "something resembling a flame in motion, brilliance, intensity, or shape".
Temperature as a Function of Gas Energy Content
A plasma is an electrically conductive gas containing charged particles. When atoms of a gas are excited to high energy levels, the atoms loose hold of some of their electrons and become ionised producing a plasma containing electrically charged particles - ions and electrons.
The plasma generated for plasma spraying usually incorporates one or a mixture of the following gases:
- Argon
- Helium
- Nitrogen
- Hydrogen
Plasma flames for thermal spraying can produce temperatures around 7,000 to 20,000K far above the melting temperature (and vapour temperature) of any known material. The extreme temperature of the plasma is not the only reason for the effective heating properties. If for example helium gas is heated to around 13,000K without a plasma forming, it would have insufficient energy for normal plasma spraying. Nitrogen on the other hand heated to 10,000K going through dissociation and ionisation forming a plasma is an effective heating media for thermal spraying, being able to supply about six times more energy than an equal volume of helium at 13,000K. The plasma is able to supply large amounts of energy due to the energy changes associated with dissociating molecular gases to atomic gases and ionisation which occur with little change in temperature.
- N2 + E = 2N
- Diatomic molecule of nitrogen + energy gives 2 free atoms of nitrogen
- 2N + E = 2N+ + 2e-
- 2 free atoms of nitrogen + energy gives 2 nitrogen ions and 2 electrons
The reverse process provides most of the energy for heating the spray material without a dramatic drop in temperature:
- 2N+ + 2e- = 2N + E
- 2N = N2 + E
Nitrogen and hydrogen are diatomic gases (two atoms to every molecule). These plasmas have higher energy contents for a given temperature than the atomic gases of argon and helium because of the energy associated with dissociation of molecules.
Argon and Helium are monatomic gases (the atoms don't combine to form molecules) These plasmas are relatively lower in energy content and higher in temperature than the plasmas from diatomic gases.
Nitrogen is a general purpose primary gas used alone or with hydrogen secondary gas.
Nitrogen also benefits from being the cheapest plasma gas. Nitrogen tends to be inert to most spray material except materials like titanium.
Argon is probably the most favoured primary plasma gas and is usually used with a secondary plasma gas (hydrogen, helium and nitrogen) to increase its energy. Argon is the easiest of these gases to form a plasma and tends to be less aggressive towards electrode and nozzle hardware. Most plasmas are started up using pure argon. Argon is a noble gas and is completely inert to all spray materials.
Hydrogen is mainly used as a secondary gas, it dramatically effects heat transfer properties and acts as anti-oxidant. Small amounts of hydrogen added to the other plasma gases dramatically alters the plasma characteristics and energy levels and is thus used as one control for setting plasma voltage and energy.
Helium is mainly used as a secondary gas with argon. Helium is a noble gas and is completely inert to all spray materials and is used when hydrogen or nitrogen secondary gases have deleterious effects. Helium imparts good heat transfer properties and gives high sensitivity for control of plasma energy. It is commonly used for high velocity plasma spraying of high quality carbide coatings where process conditions are critical.
HVOF
High Velocity Oxygen Fuel Thermal Spray Process
Schematic Diagram of the HVOF Process
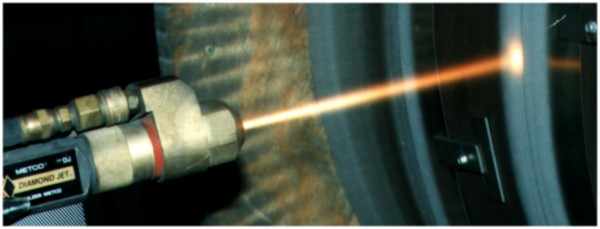
The HVOF (High Velocity Oxygen Fuel) Thermal Spray Process is basically the same as the combustion powder spray process (LVOF) except that this process has been developed to produce extremely high spray velocity. There are a number of HVOF guns which use different methods to achieve high velocity spraying. One method is basically a high pressure water cooled HVOF combustion chamber and long nozzle. Fuel (kerosene, acetylene, propylene and hydrogen) and oxygen are fed into the chamber, combustion produces a hot high pressure flame which is forced down a nozzle increasing its velocity. Powder may be fed axially into the HVOF combustion chamber under high pressure or fed through the side of laval type nozzle where the pressure is lower. Another method uses a simpler system of a high pressure combustion nozzle and air cap. Fuel gas (propane, propylene or hydrogen) and oxygen are supplied at high pressure, combustion occurs outside the nozzle but within an air cap supplied with compressed air. The compressed air pinches and accelerates the flame and acts as a coolant for the HVOF gun. Powder is fed at high pressure axially from the centre of the nozzle.
HVOF PROCESS
The coatings produced by HVOF are similar to those produce by the detonation process. HVOF coatings are very dense, strong and show low residual tensile stress or in some cases compressive stress, which enable very much thicker coatings to be applied than previously possible with the other processes.
The very high kinetic energy of particles striking the substrate surface do not require the particles to be fully molten to form high quality HVOF coatings. This is certainly an advantage for the carbide cermet type coatings and is where this process really excels.











No comments:
Post a Comment